The HC8314FKT39H is a high-precision hydraulic filter element installed in the supply line of the generator sealing oil station. Its job is to keep the sealing oil clean enough that the oil film between the shaft and the hydrogen seal ring holds reliably — continuously, without interruption, for the full operational life of the generator between overhauls.

Why the Sealing Oil System Demands a High Standard of Filtration
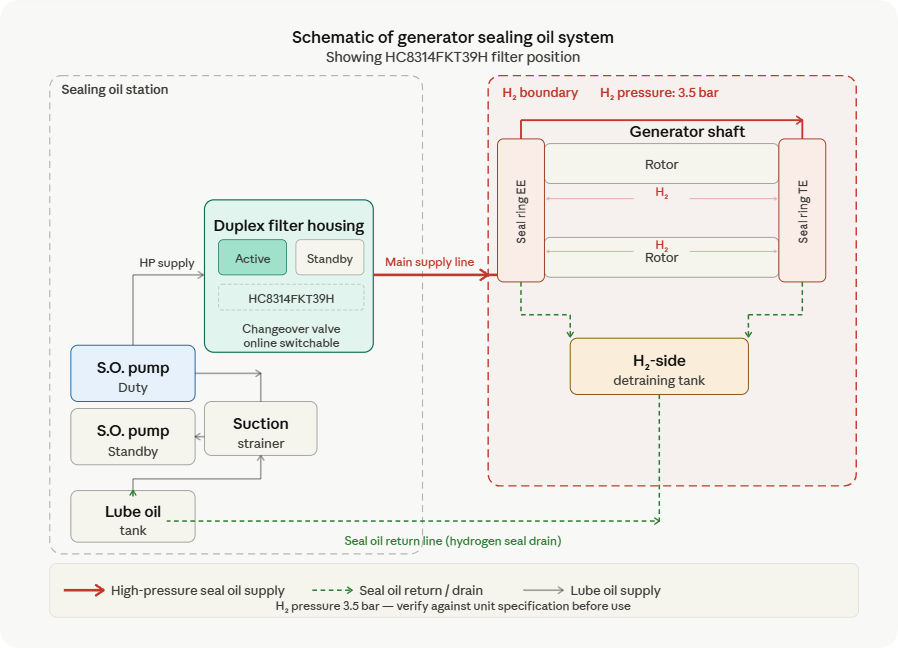
Hydrogen-cooled generators maintain a positive hydrogen pressure inside the casing. To prevent hydrogen from escaping along the rotor shaft, the sealing oil system delivers a continuous flow of oil at a pressure slightly above the hydrogen pressure to the shaft seal rings on each end of the generator. That oil film is what keeps hydrogen inside and air outside.
The seal rings — typically babbitt-lined or white metal — operate with very small clearances between the shaft surface and the ring bore. Particulate contamination in the sealing oil accelerates wear at those surfaces faster than any other single factor. Once the seal ring surface is scored, the oil film becomes uneven, hydrogen purity begins to drop, and the leak rate increases. Getting to that point requires a rebuild — and in a continuous-service plant, that means an unplanned unit outage.
The sealing oil filter HC8314FKT39H is positioned upstream of those seal rings, on the supply side of the sealing oil station. Everything that reaches the seal rings has already passed through this element. At its rated filtration precision, it removes solid particles, metallic wear debris, oxidation products, and colloidal contamination that accumulates in the oil tank over extended operating periods.
What HC8314FKT39H Filters Out — and Why Each Category Matters
Not all contamination in a sealing oil system comes from the same source or causes the same type of damage. Understanding the particle categories helps prioritise where to look when oil condition starts to deteriorate.
- Solid particles and pipe-borne debris: Introduced during maintenance, from tank sediment, or from degrading internal pipe surfaces. These are the particles most likely to cause scoring on seal ring surfaces — hard, angular, and potentially larger than the oil film thickness at the seal clearance.
- Metallic wear particles: Generated by the oil pump internals, bearings, and the seal rings themselves during operation. A background level of fine metallic debris is normal. A rising concentration indicates accelerating wear somewhere in the circuit and should trigger investigation before the filter element reaches its bypass threshold.
- Oxidation products and varnish: Form when oil is exposed to heat and oxygen over extended periods. They appear as dark colloidal particles or soft deposits that don’t show clearly on standard particle counters but build up on filter media and contribute to spool stiction in any servo or control valves in the sealing oil circuit.
- Colloidal and gelatinous contamination: Often associated with oil degradation or water contamination. These particles can coat filter media without causing a sharp differential pressure rise, creating a false impression that the element is still performing normally.
The HC8314FKT39H is rated to capture across this range, including the sub-10-micron contamination that older strainer-type sealing oil filters were not designed to address.
Reading Oil Degradation Before the Alarm Goes Off
Differential pressure across the sealing oil filter will eventually trigger an alarm — that’s what the alarm is for. But by the time the ΔP alarm activates, the element is already at or near its rated dirt-holding capacity. The useful window for planning a filter switch starts well before that point, not after it.
There are several indicators that oil condition is deteriorating and that the filter is working harder than normal, before the alarm annunciates:
Trend Monitoring of Differential Pressure
Most sealing oil stations have a differential pressure gauge across the filter housing. Reading that gauge periodically and recording the values — not just checking whether the alarm has triggered — gives a trend line. A filter element that has been rising 0.02 bar per week will reach the alarm threshold at a predictable time. An element that suddenly accelerates its ΔP rise rate is telling you the contamination load has increased, which itself is worth investigating.
In practice, operators who record ΔP readings at each watch handover have a real-time picture of filter loading that allows the switch to be planned during a low-risk window rather than scrambled in response to an alarm.
Oil Sampling and Particle Count Analysis
Pulling an oil sample from the sealing oil supply line and submitting it for ISO cleanliness class analysis gives a direct measure of particle population downstream of the filter. If the ISO cleanliness class is rising between consecutive samples at the same interval, the filter is either loading rapidly or has developed an internal bypass path that isn’t visible on the ΔP gauge.
A sample taken simultaneously from both sides of the filter — upstream and downstream — at the same flow condition will reveal whether the element is still filtering effectively. Matching upstream and downstream particle counts means the element has lost its filtration capability, even if the ΔP reading looks acceptable.
Oil Colour and Appearance
A sealing oil sample that has darkened significantly since the last change-out, or that shows visible turbidity, is carrying oxidation products or contamination at a level that affects oil condition independent of particle size. Darkening without a corresponding ΔP rise can indicate colloidal contamination that is loading the filter media slowly without blocking individual pores — common with thermally degraded oil.
For sealing oil systems where differential pressure trend data is not currently being logged, establishing a simple manual recording routine — once per shift, written in the equipment log — costs nothing and provides the baseline needed to detect abnormal filter loading before it becomes a forced response.
How Much Time Does the Alarm Actually Give You?
This is a question that comes up regularly in shift handover discussions, and the honest answer is: it depends on the contamination load at the moment the alarm triggers, and on how close the bypass valve set point is to the alarm threshold.
In most sealing oil station designs, the differential pressure alarm is set at 70–80% of the bypass valve opening pressure. That gap — the remaining ΔP between alarm activation and bypass opening — is the operational window for the switch. Under normal contamination loading, that window may be several hours. Under a sudden contamination surge — from a component failure upstream, an oil change that introduced debris, or a pump wear event — the gap can close within minutes.
This is why treating the ΔP alarm as the signal to begin a filter switch, rather than the signal to prepare for one, is the safer operating practice. The preparation — confirming the standby filter is in good condition, that the changeover valve moves freely, that the standby element is primed — should already be complete before the alarm activates. The alarm is the trigger, not the starting pistol.
If the bypass valve opens before the filter switch is completed, unfiltered sealing oil reaches the shaft seal rings directly. The consequences — accelerated seal ring wear, rising hydrogen leak rate, and potential contamination of the generator interior — are not recoverable by simply completing the switch. The damage accumulates during the period of bypass operation, regardless of what happens afterward.
Executing the Filter Switch Safely
Switching the active sealing oil filter while the generator is on load is a routine but high-attention operation. The sealing oil supply must not be interrupted during the switch, and air must not be introduced into the supply line on the standby side.
| Step | What to Verify |
|---|---|
| Pre-switch check — standby element condition | Confirm the standby filter element was replaced at the last opportunity and that no ΔP anomaly was recorded on it during standby. A standby element that has been sitting for an extended period without inspection is not a reliable backup. |
| Pre-fill the standby housing | Fill the standby filter housing with clean sealing oil through the vent point before switching. Air introduced into the sealing oil supply line during changeover can cause a momentary pressure drop at the seal rings — the sequence is brief but real. |
| Verify changeover valve operation | The changeover valve on a duplex filter housing should move smoothly from one position to the other without intermediate positions where both sides are isolated. If the valve is stiff or has not been exercised recently, do not force it. Investigate before proceeding. |
| Monitor sealing oil pressure during the switch | Watch the sealing oil supply pressure at the control panel throughout the changeover. A dip in sealing oil pressure that brings it below the hydrogen pressure — even briefly — is a hydrogen seal failure event. The switch should pause immediately if pressure trends downward. |
| Post-switch — inspect the used element | Remove and inspect the element that has been taken out of service. Record the colour, deposit pattern, and any unusual particle types. Retain the element if the deposits are abnormal — it may be needed for failure analysis if downstream issues emerge. |
What Happens When Bypass Opens: The Downstream Cycle
Once the bypass valve in a sealing oil filter housing opens, the contamination that has accumulated on the element surface — and whatever new contamination is entering the oil at that moment — routes directly to the seal ring supply. The seal rings receive unfiltered oil at full system flow.
The wear progression is not linear. Scoring on a babbitt seal ring surface creates rougher contact geometry, which generates more wear particles, which circulate in the sealing oil and cause further damage at the seal interface and at the pump. The contamination source and the wear damage reinforce each other until either the seal is replaced or an overhaul is forced.
Hydrogen purity, which is monitored continuously on most large generators, begins to drop as seal ring condition deteriorates. By the time purity loss registers as a meaningful trend on the monitoring system, the seal ring surface has already been damaged. Purity loss is a lagging indicator — the filter condition and oil cleanliness data are leading ones.
Replacement Element and Stocking Considerations
The HC8314FKT39H operates in a system that runs continuously, often for 8,000–12,000 hours between planned outages. The filter element may be changed multiple times between major overhauls, and having replacement elements on-site when needed is not optional.
A few practical notes for procurement and stores:
- Maintain a minimum of two elements on-site — one for the next scheduled change and one emergency spare. A single spare provides no buffer if the scheduled change reveals a damaged element that can’t be reinstalled.
- Store elements in their original sealed packaging, in a clean and dry location. Sealing oil filter elements are precision components; storing them near solvents, heat sources, or in areas with ambient contamination degrades seal materials and media quality before installation.
- Verify seal material compatibility with the sealing oil specification in use. Most sealing oil systems in hydrogen-cooled generators use turbine lubricating oil — mineral-based — and nitrile seals are generally acceptable. If the system uses a synthetic or fire-resistant fluid, seal material must be confirmed before ordering.
- Check the element micron rating matches the housing specification. Substituting a coarser element to reduce differential pressure rise rate is not an acceptable solution — it reduces filtration protection at the seal rings.
If you are managing spares for an HC8314FKT39H sealing oil filter or need to verify a cross-reference against your housing specification, a filtration supplier with generator sealing oil system experience can confirm compatibility and seal material suitability before the element enters service.